
焊接金剛石鋸片在石材加工領域應用廣泛,焊接技術的質量好壞則會影響金剛石焊接鋸片的使用性能,更會影響實際的石材加工質量。為了更好的提高焊接質量,有必要對金剛石焊接鋸片進行焊接技術分析。
一、金剛石焊接鋸片刀頭的受力分析
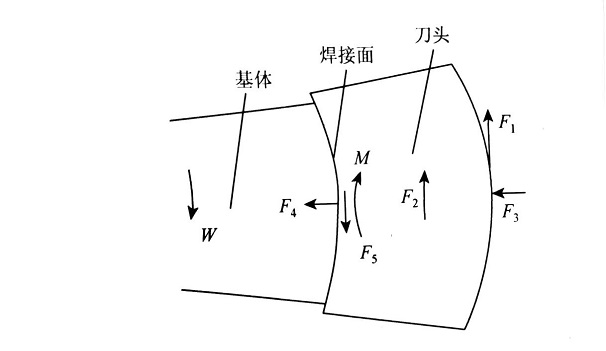
單粒金剛石在切削加工中受到的切割阻力為F1 ,實際與加工材料接觸的總金剛石顆粒數為N1 ,則
F1 =N1 f1
同理,f為面上單粒金剛石的切割阻力,N2 為該面上有效參與切割的金剛石顆粒數,則
F2=N2 f2
影響焊接面結合強度的主要作用力是F1 ,F2和 F4對金剛石焊接鋸片的性能影響較小。在金剛石焊接鋸片刀頭所受切削阻力的影響下會在焊縫的部位產生很大的拉應力和剪應力,嚴重時會出現焊接部位的開裂或者掉齒的現象,避免這種現象可通過增強焊接強度來實現。
二、金剛石焊接鋸片焊縫結合強度分析
假設金剛石焊接鋸片不動,刀頭在彎矩M的作用下其焊接面的正應力分布圖,如下圖所示。
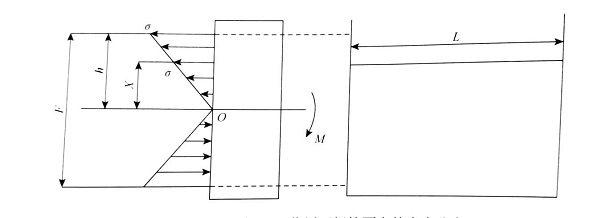
由上圖可知,在彎矩M的作用下金剛石焊接鋸片刀頭的上半部分呈現被拉的趨勢,而下半部則表現為受壓的作用,并各自呈線性分布。金剛石焊接鋸片刀頭上半部拉應力對O點產生的力矩為
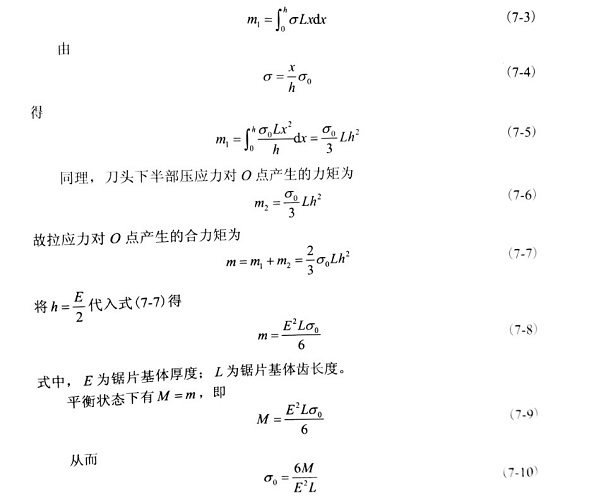
金剛石焊接鋸片刀頭在彎矩M的作用下,由上式可計算出此時金剛石焊接鋸片刀頭與基體間最大拉應力為σ0 ,當焊接強度大于這個臨界值時就可以判斷該金剛石焊接鋸片的焊接強度是符合要求的。
三、影響金剛石焊接鋸片焊接強度的因素分析
想要保證金剛石焊接鋸片焊接強度,要注意釬焊的時間、 溫度、 感圈設計、釬料溶劑的選擇及金剛石焊接鋸片焊接表面的處理等因素,均會影響焊接強度。焊接的溫度和時間對焊接的強度影響較大,焊接溫度較低會造成釬料的融化不充分而不能將金剛石焊接鋸片刀頭與基體很好地結合。如果溫度過高還會造成刀頭金剛石的損壞降低其強度,甚至金剛石焊接鋸片基體的變形,所以應選擇盡量低的焊接溫度基釬料。