
行業內為了有效加強釬焊切割片對于更高硬度的材料進行加工,對切割片進行過各種改進。例如,為了使刀頭金剛石磨料切體鋒利切入,降低金屬粉熔合料硬度,提高了磨料的自銳性。這樣的改進措施雖然提高了切割速度,但是對于切體的磨耗增大,使釬焊切割片的使用壽命縮短,而且別切割的材料的切面精度大大降低。
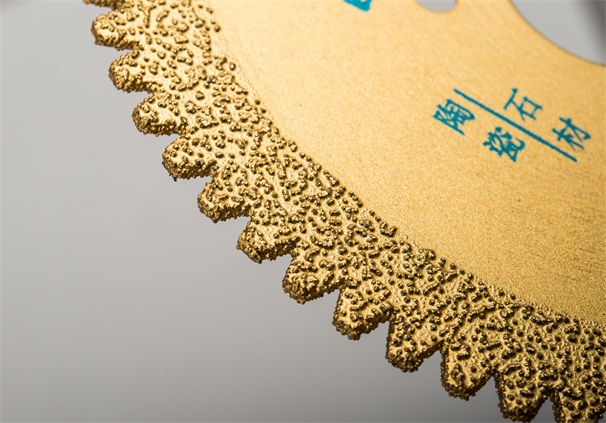
對于以上改進技術出現的問題,經過再次的改進而研制成功。第一,釬焊切割片金屬基體外圍形成的金剛石磨料切頭厚度應該在3.0mm以上,鋸處外徑在200-400mm;第二,切體左右側面交替開有切槽,切槽的寬度和深度均在切體厚度的50%以上,而切體的厚度至少大于基體。第三,切槽垂直于基體的中心位置或放射狀傾斜于切割片旋轉方向而制成。
通過試驗證明,這種改進后的釬焊切割片在切割石材、陶瓷等硬脆材料時,切割速度快,加工的精度也較高,使用壽命增長。