
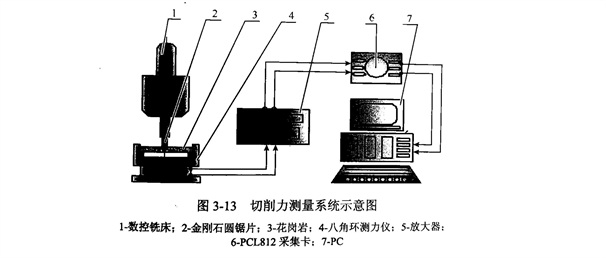
切削力試驗測量是在K5232C型數控立式升降臺銑床上進行的,選用定制直徑為148m金剛石鋸片,石材種類選用具有中等硬度的花崗巖,測力裝置用定制的八角環測力儀,放大器選用 YJD-1型電阻應變儀,電壓信號的采集通PCL8 12PG 采集卡進行數據采集,數據成像采用VC編制的程序并進行數據處并保存。
圖3-13為金剛石鋸片切削石材時切削力的測量系統示意圖。切削加工前,先將信號調零,在加工石材過程切削力的作用下使測力儀4上的應變片變形,電阻變化生成信號,通過放大#器5進行數據放大后傳輸到采集卡6中,在 PC7 中成像并保存數據。
金剛石鋸片在加工花崗巖等硬脆材料時,影響干切片受力的因素很多,其中包括鋸片本身的制造工藝及物理力學性能、被加工件的成分及物理力學性能 、力工工藝參數、冷卻條件等諸多因素。本試驗主要測量鋸片在切割石材過程中切力的情況,主要加工參數包括鋸切深度、進給速度與主軸轉速三個主要因素。
切削力試驗在測量前要進行調零工作,將數控機床開啟,由于機床自身的振動與電信號的干擾不能完全屏蔽,會對切削力的測量產生一定的干擾,因此測開始前, 必須進行調零工作,通過YJD-1型電阻應變儀分別對Fx和Fy 進行調零。圖3-14為切削力調零成像圖,其中Fx為調零后成像圖,與水平軸重合,Fy 前端波動信號,調零后為后半段,合力F∑ 為Fx和Fy的合力圖。
進行校零后,利用測力儀進行金剛石鋸片切割花崗巖切削力的測量,設置主軸轉速fn為 1800r/min、鋸切深度ap 為 0.5mm、 進給速度vf 為400mm/min 時其測量得的切削力Fx 、Fy和合力F∑的圖像如圖3-15所示。
通過多次測量在不同主軸轉速、進給速度和切割深度條件下,對金剛石鋸片切割花崗巖進行切削力測量,應用 MATLAB 線性回歸的方法總結出干切片受公式為
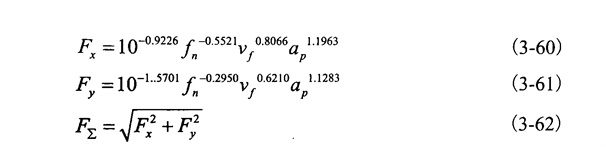
運用上述公式可以求解任意切削參數條件下的水平切削力Fx和垂直切削力Fy ,進而為金剛石鋸片有限元模擬提供有力的試驗依據。