
滲透檢測是一種利用以毛細吸附回滲原理的檢查方法,滲透檢測是產品制造中實現質量制、節約原材料、改進工藝、提高勞動生產率的重要手段,也是設備維護中不或缺的手段。
那么,影響滲透檢測的因素有哪些呢?被檢測的金剛石切割片又有哪些缺陷形式表現呢?
影響滲透檢測的因素:
(1) 滲透液的黏度:著色滲透液濃度越高,其顏色越深,越容易發現缺陷。
(2) 操作方法:在進行滲透檢測時如果被檢工件金剛石切割片的表面清洗不徹底,會對檢的結果有較嚴重的影響。另外滲透時間、顯像劑的涂抹是否均勻等都會影響探結果的準確性。
(3) 缺陷的影響:常見的缺陷種類有線狀和點狀兩種形態等,顯像結果也與缺陷的有很大的聯系。對于貫穿形缺陷,因氣體易排出,阻力小,滲液就易于滲入。
(4) 外界條件:由于液體表面張力和黏度隨溫度的升高而減小,使滲透性能到改善,另外也可以把金剛石切割片工件加熱到滲液允許的溫度 (即不致使滲液變質) 而后放滲液中。
由于溫度的下降,缺陷內氣體收縮,產生負壓,使滲液容易滲入缺陷這也可使靈敏度提高。
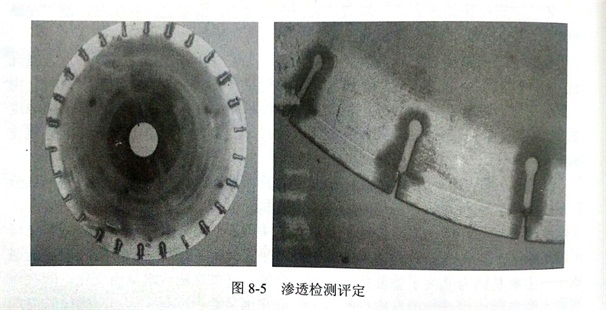
滲透檢測金剛石切割片刀頭與基體間焊縫的缺陷表現形式:
(1)裂紋缺陷:裂紋的形式通常分為熱裂紋和冷裂紋兩種。熱裂紋在滲透檢的結果中會一般顯示為略帶曲折的波浪狀或刀頭狀細條紋,較深的熱裂紋由于滲入的滲透劑較多 , 在回滲的圖形中會擴展而成圓形。
冷裂紋顯示一般呈直線紅色細條紋,中部稍寬,兩端尖細,顏色逐漸減淡,直至消失。
(2) 表面氣孔缺陷:在回滲的圖形中,金剛石切割片表面氣孔通常會以圓形、橢圓形的紅亮點出現,并均勻地向邊緣減淡。
(3) 未熔合缺陷:未熔合是指填充金屬焊料和母材之間沒有完全熔合在一起,當未熔合發生在焊縫部位的層間時是不能被檢測到的,只有當未熔合延伸到金剛石切割片表面時滲透劑才能滲進缺陷的內部被檢測到。