
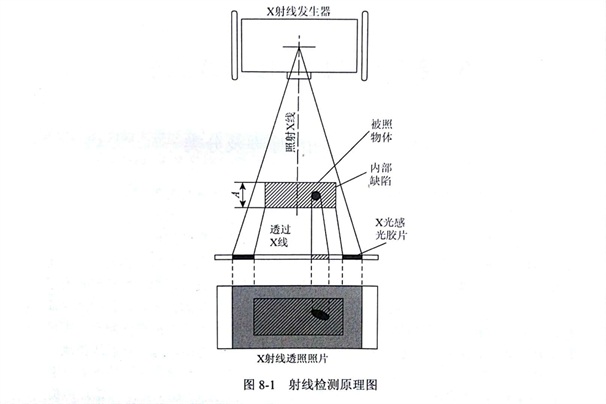
X射線穿透金剛石鋸片時,遇到缺陷,由于缺陷和材料的吸收、散射能力不同,透射后的射線強度就不同。
感光底片反映出這種差異,就可以檢測出缺陷的尺寸、形狀;結合經驗并能判斷出金剛石鋸片缺陷的性質。
以下是幾種常見的缺陷影像介紹:
(l)裂紋:在底片上呈黑色細紋狀,輪廓清晰,兩端細,中間稍粗;鑄件和接件均可發現。也有的裂紋呈龜裂狀。
(2) 氣孔:在底片上呈黑色斑點狀,一般外形比較規則,呈圓形或近似圓形,有單個,也有密集的,在鑄件和焊接件均可發現。
(3) 夾雜:常見的有夾沙和金屬夾雜物。前者外形不定,但輪廓清晰,為黑斑點:金屬夾雜的密度比母材重時,影像為白色;否則發暗。
(4) 針孔:底片呈細小的黑點狀.。若積聚在-起就是疏松。
(5) 疏松:在底片上呈黑色云斑、云塊狀;邊沿不規則、不明顯,多發生在鑄件中。
(6) 未焊透:在底片上呈黑色線條狀。這是焊接常見的缺陷。
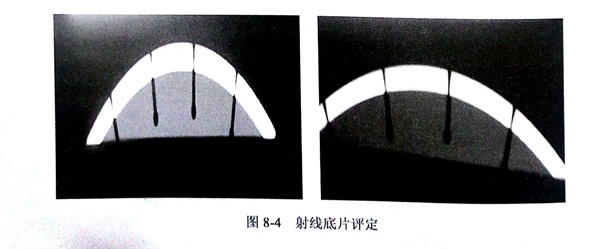
以下是金剛石鋸片刀頭與基體之間焊接缺陷的主要形式介紹:
(1) 裂紋: 焊縫中的裂紋在焊接金屬和熱影響區內均可能產生,裂紋在圖中形狀呈略帶彎曲的細縫。
當裂縫尺寸較大時,也有可能呈直線狀,兩端尖細中間稍寬,有時會有分支。
(2) 未焊透: 未焊透在圖中的影像是一條細直黑線,黑度比較均勻, 寬變化較小。
當伴有夾渣時,圖像寬度與黑度有局部變化,但基本上位于同一直線上。
(3)未熔合:未熔合多產生在焊縫邊緣,由于金剛石鋸片焊接金屬與工件材料金屬之間熔合而產生。
未熔合在膠片圖像上的位置往往偏離焊縫中心線,經常是斷續分的條紋,其寬度不一。