
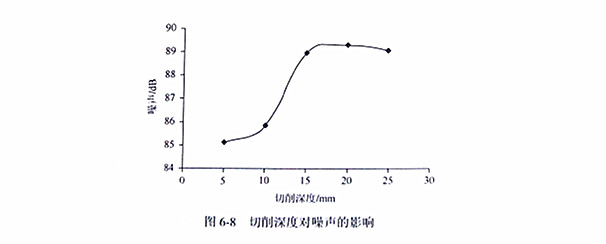
由噪聲曲線圖(圖6-8)可得,切削深度增加5mm,噪聲值由 85.1dB增加85.8dB,而后急速增加到88.9dB,當增加到 89.2dB時,噪聲值開始有略微的下降趨勢,切削深度為25mm,噪音值為89dB。隨著金剛石切割片鋸切深度的增加,切割片所產生的噪音也加大。
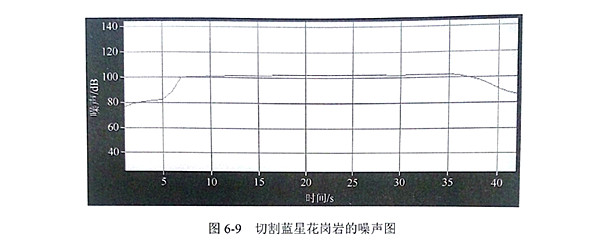
圖(6-9)是在轉速為 50r/min時,切割藍星花崗巖的噪聲圖。切割深度增加,切割片刀頭與切割石材的接觸面增加,參與切割金剛石數量增加,導致摩擦力增加,噪聲聲強增加。鑲嵌在刀頭中的每一個微小金剛石顆粒都可以看成噪聲發生源,而總的噪聲正是由于些微小聲源的疊加。
在金剛石切割片切割石材的過程中,鋸切深度增加, 噪聲也會隨增加,但增加到一定值后,噪聲值反而會略有下降,其機理在于,當鋸片在鋸工件時,鋸片有一部分切入石材中,這一部分對工作臺面以上的切割片部分的振會起到一個緩沖作用,以此降低負載噪聲。
因此,鋸切過程中,在不影響加工率和金剛石切割片鋸切質量的條件下,適當地增加切削深度,可以有效地降低鋸切噪聲。